7 правил, как научиться варить электросваркой тонкий металл
Содержание:
- Выбор электрода
- Частые ошибки новичков
- Подготовка чугуна к сварке
- Выбираем электроды для сварки
- Какие виды сварочных инструментов бывают
- Дуга при сварке
- Плюсы и минусы инверторной аппаратуры
- Ошибки при использовании электродов
- Пошаговая инструкция по сварке инвертором
- Зажигание дуги
- Инструменты и средства защиты
- Что нужно для сварки в домашних условиях?
- Как варятся стыковые швы
- Процессы при сварке
- Сложности при сварке тонкого металла
- Немного теории перед первыми шагами
- С чего начать подготовительный этап?
- Советы как научиться варить электросваркой самостоятельно
- Технология дуговой сварки
- Подготовка к свариванию
- Выбор сварочного аппарата
- Создание шва электродом
Выбор электрода
Этот инструмент, предназначенный для сварки, представляет собой стержень из металла, имеющий особое покрытие, которое называется обмазкой. При сварке сердечник начинает плавиться. Обмазка, сгорая, выделяет газ, который будет служить защитой для шва от неблагоприятного воздействия кислорода в воздухе, способствующего созданию окислов.
При выборе электрода следует обратить внимание на материал сердечника, который должен быть похожим на составные части свариваемых изделий. Существуют электроды, предназначенные для сваривания следующих материалов:
- углеродистая сталь;
- легированная сталь;
- высоколегированная сталь;
- нержавейка;
- жаростойкая сталь;
- алюминий;
- чугун.
Этим не исчерпывается полный список материалов. В быту наиболее частое применение находит не толстая конструкционная сталь.
Существуют следующие типы покрытия электродов:
- Основной.
- Рутиловый.
- Кислый.
- Целлюлозный.
Каждый из них решает свою задачу. Основная и целлюлозная обмазки применяются для сварки постоянным током. Могут использоваться при работах на ответственных конструкциях. Достоинствами рутилового покрытия являются легкость поджига и небольшое разбрызгивание раскаленного металла.
При использовании электродов, имеющих кислое покрытие, происходит легкое отделение шлака. Но в замкнутом пространстве такой вид использовать не рекомендуется, поскольку это может нанести вред здоровью сварщика. Наиболее широко применяемыми являются электроды, имеющие основное и рутиловое покрытия. Они подходят для начинающих сварщиков.
При выборе диаметра учитывают толщину свариваемых деталей. Тонкие металлы предпочтительнее сваривать полуавтоматами или инверторами. Также имеются советы по настройке тока. Они соответствуют рекомендациям, как правильно варить электродной сваркой. Существует зависимость его от диаметра выбранного электрода.
Сварочный ток подбирают соответственно расчету: 20-30 А на каждый миллиметр диаметра электрода. В пределах этого разброса учитываются также пространственное положение шва, толщина свариваемых металлов, количество слоев.
Достаточную информацию о различных электродах при выборе среди них подходящих к конкретному виду сварки можно получить на маркировке этих инструментов. Разобраться в ней не составит большого труда.
Частые ошибки новичков
Схема дуговой сварки.
Начинающим сварщикам свойственно совершать ошибки, связанные с незнанием азов, касающихся использования сварочного оборудования. Например, новички могут не знать, как правильно выбрать полярность сварки инвертором, что приведет к некачественному формированию соединения или даже к прожигу детали.
Можно выделить следующие основные ошибки:
- пренебрежение техникой безопасности;
- неправильный выбор сварочного автомата;
- применение некачественных или неподготовленных электродов;
- работа без пробных швов.
Для новичков стоит отдельно отметить одну особенность, если варить сваркой Ресанта. Это оборудование очень популярно, однако оно имеет короткие кабели подключения, что может создавать неудобства в работе.
Подготовка чугуна к сварке
Прежде чем варить чугун электродом, необходимо произвести подготовительные процедуры. Хрупкость сплава и трудности в удалении загрязнений с его поверхности требуют тщательной подготовки к сварочному процессу.
Трещины, имеющие на поверхности изделий, нужно разделать на всю длину с достаточным для качественной проварки углом разделки и засверлить по краям. Если трещины не засверлены, то их необходимо вырезать, а концы трещины можно закруглить.
Рабочую зону следует очистить от посторонних включений с помощью болгарки, металлической щетки или наждачной бумаги. Зачистку также можно произвести пескоструйным способом. Масло удаляется с помощью растворителей. Сильные загрязнения рекомендуется удалять пламенем горелки.
Выбираем электроды для сварки
При правильном выборе электродов удаётся получить качественный шов в месте соединения. Существует несколько критериев, помогающих подобрать качественные модели расходных материалов.
Они заключаются в следующем:
- Состав сердечника. Внутренняя часть должна соответствовать составу металлического сплава, с которым проводится работа. В свою очередь электроды бывают углеродистыми, легированными, высоколегированными. Некоторые варианты предназначены для работ с нержавеющей сталью, алюминием и чугуном;
- Покрытие. Обмазка электрода делится на несколько видов. Она бывает основной, рутиловой, кислой и целлюлозной.
Каждая разновидность предназначается для определенного вида работ. Целлюлозная основа применяется для осуществления сварки на постоянном токе. Электроды с рутиловой основой применяются для работы на сварочном оборудовании, работающем при помощи переменного тока.
Использование детали с кислым покрытием нежелательно. Дело в том, что в процессе работы образуется большой объем шлака. Он образует едкие соединения, который негативно влияют на здоровье.
Какие виды сварочных инструментов бывают
Перед тем, как научиться пользоваться сваркой в домашних условиях, рассмотрим виды электросварочных инструментов. Дуга, возникающая при плавлении металла, может формироваться двумя способами — при помощи постоянного и переменного тока. Если сварка производится переменным током, то это говорит о применении трансформаторов. Постоянным током варят инверторные аппараты.
Трансформаторы для сварки применяются все реже, так как их вытесняют более эффективные, надежные, недорогие и легкие по весу инверторы. Трансформаторные виды аппаратов варят при помощи переменного тока, в результате чего происходит возникновение «скачков» дуги. Трансформаторные устройства имеют большой вес, так как их основу составляют металлические сердечники с медной обмоткой.
Если говорить о других недостатках трансформаторных сварочных аппаратов, то у них их очень много:
- Издает шум при работе
- «Садит» сеть при выполнении работ, поэтому наблюдаются перепады напряжения, негативно влияющие на работы бытовых приборов
- Новичкам очень трудно освоить технику соединения трансформаторной сваркой
Если говорить о преимуществах, то они также есть у трансформаторных устройств. Они не прихотливы в применении, служат практически вечно и стоят не дорого.
Инверторные аппараты работают от переменной сети 220В. Главное их отличие от трансформаторных устройств в размерах и весе. Вместо громоздкого трансформатора, в конструкции инверторных устройств используется плата с полупроводниковыми элементами. Они не только имеют малые габариты и вес, но еще и просты в применении. Если собираетесь научиться работать сварочным аппаратом, то делать это рекомендуется с применением инверторного устройства. Именно на примере инверторных сварочных устройств рассмотрим принцип нанесения сварочных швов с целью объединения двух металлических деталей.
Дуга при сварке
Важным моментом при овладении искусством соединять металлические детали является знание, как держать дугу при сварке. Для начала обучения надо выставить на сварочном аппарате ток 120 ампер, поскольку тогда не возникнет проблем с поджигом электрода, не начнется его затухание и будет хорошо контролироваться сварочная ванна.
Чтобы понять, как можно контролировать расстояние между электоратом и поверхностью, величину тока надо постепенно снижать. При снижении тока, чтобы избежать залипания электрода, расстояние следует увеличивать.
Следует учитывать, что при большой дуге разбрызгивание капель будет больше. Поскольку длина электрода постепенно уменьшается, то не следует забывать его опускать для сохранения длины дуги. При недостаточном расстоянии между концом электрода и деталями металл прогреется плохо и получится выпуклый шов с непроплавленными краями.
При слишком большом зазоре начнет происходить «скакание» дуги, что приведет к образованию бесформенного шва. Если зазор будет выбран правильно, то шов будет соответствовать. Оптимальная длина дуги — не более диаметра электрода с покрытием, что приблизительно соответствует трем миллиметрам.
Плюсы и минусы инверторной аппаратуры
Среди всех существующих методик техника сварки инвертором для начинающих считается самой удобной и доступной. При желании всего за один день можно научиться как варить инверторным сварочным аппаратом в бытовых условиях.
Преимущества такого типа оборудования неоспоримы:
- Доступность. Стоимость аппаратуры невысокая и практически в каждом специализированном магазине предложен обширный выбор моделей.
- Мобильность. Благодаря небольшому весу (всего 3-10 кг) оборудование без сторонней помощи можно переносить с одного места в другое.
- Универсальность. Правила сварки инвертором разрешают использовать электроды для постоянного и переменного тока, что огромное значение имеет в случаях сваривания цветного металла, чугуна и других сплавов.
- Удобность. Аппарат позволяет регулировать в большом диапазоне силу тока, за счет чего становится возможной аргонодуговая сварка неплавящимися вольфрамовыми электродами.
- Многофункциональность. В большинстве моделей схема управления дает возможность осуществлять разные функции, облегчающие процесс сваривания деталей.
Говоря о плюсах нельзя упомянуть также об экономичности устройств в плане потребления электроэнергии, а также легкости обучения, позволяющем узнать секреты сварки инвертором в сжатое время.
Наряду с преимущественными свойствами инверторов им характерны также некоторые отрицательные моменты, которые необходимо изучить перед тем как варить сварочным инвертором:
- в сравнении с обычным трансформатором примерно в 2-3 раза больше составляет цена сварочного инвертора. Обусловлено это высшей сложностью и эффективностью оборудования;
- поскольку в схеме устройства используются полупроводниковые детали, то аппаратуре свойственна повышенная чувствительность к пыли и в течение сезона необходимо как минимум 2-3 раза проводить чистку;
- некоторые модели не способны полноценно работать при минусовых температурах, что ограничивает сферу их применения.
Но если сравнить минусы с множественными положительными качествами, но они кажутся не существенными и полностью компенсируются легкостью обучения сварному мастерству, удобности в применении и возможности создавать прочные неразъемные соединения.
Ошибки при использовании электродов
Ошибки при сварке электродом приводят к созданию некачественного шва и образованию в нем дефектов. К ним относятся:
- Неумение держать дугу, что приводит к неравномерному расплавлению. Результатом является неровный и грубый шов.
- Использование при сварке влажных электродов.
- Неправильный выбор длины сварочной дуги.
- Слишком быстрое или слишком медленное перемещения электрода.
- Отсутствие подготовки поверхности металлических поверхностей или некачественное ее проведение.
- Неправильно выбранный наклон электрода.
Важным является проверка работоспособности сварочного аппарата.
Пошаговая инструкция по сварке инвертором
В первую очередь для сварки необходимо иметь защитные элементы:
- перчатки из грубой ткани;
- сварочная маска со специальным фильтром защищающая глаза;
- грубая куртка и брюки из материала, который не загорается от искр, появляющиеся в процессе сварочных работ;
- закрытая обувь на толстой подошве.
Положение электрода при сварке.
Прежде чем начать варить сварочным инвертором необходимо соблюсти необходимые мероприятия, направленные на создание безопасных условий труда.
Правильная подготовка рабочего места заключается в:
- обеспечении на столе необходимого свободного места, следует убрать все лишние предметы, но которые могут попасть брызги;
- создании качественного освещения;
- выполнять сварочные работы необходимо стоя на деревянном настиле, защищающем от поражения током.
Затем настраивается ток в зависимости от толщины деталей и выбираются электроды. Последние необходимо подготовить. Если они только были куплены в торговой сети и их качество не вызывает никаких сомнений, то это действие можно пропустить.
После подготовки электродов к изделию подключается клемма массы.
Чтобы получить качественное и надежное соединение метал должен быть подготовлен:
- с кромок изделия полностью удаляется ржавчина;
- с помощью растворителей выполняется очистка от различных загрязнений;
- на последнем этапе кромки проверяются на чистоту, наличие жира, лакокрасочных и других загрязнений недопустимо.
Далее нужно подключить сварочный инвертор. Тренировки лучше проводить на толстом металлическом листе, формируя шов в виде валика. Первое соединение выполняйте на металле, горизонтально лежащем на столе. На нем проведите прямую линию мелом, по которой будет идти шов.
Электрическая схема инвертора.
В процессе тренируясь на таком объекте можно существенно повысить технику сварки.
Процесс сварки начинается с розжига дуги.
Существуют два способа выполнения данного действия:
- чирканье о металл;
- постукивание по металлу.
Выбор метода зависит от предпочтений человека, главное при разжигании не оставлять следов сварки вне зоны соединения.
После зажигания дуги от контакта с металлом зажигается дуга, сварщик отводит электрод от поверхности детали на небольшое расстояние, соответствующие длине дуги и начинает сварку.
В результате в месте соединения двух металлических деталей формируется сварочный шов. Он будет покрыт окалиной – накипью на поверхности. Ее необходимо удалить. Сделать это очень просто путем постукивания небольшим молоточком по шву.
Зажигание дуги
Затем нужно включить инвертор. Эта самая простая процедура при электросварке выполняется включением тумблера. Значение тока следует выставить регулятором, который легко увидеть на лицевой панели агрегата. Для выбранного электрода подойдет сила тока, равная 100 А. Опустите маску и приступайте.
Прежде всего, нужно отработать навык зажигания дуги. С новым электродом это делается простым резким проведением им по детали. Вспомните, как вы зажигаете спички. Если электрод уже был в употреблении, то нужно им постучать по поверхности металла. Бывает так, что электрод в руках у новичков прилипает к металлу. Это легко исправляется резким наклоном электрода в сторону. В случае, если оторвать не получилось, нужно выключить инвертор. Тогда места слипания исчезнут сами.
Разожженный электрод образует сварочную дугу. Для ее поддержания, нужно научиться выдерживать расстояние до металла в 3-5 мм. При приближении может случиться замыкание, сопровождающееся прилипанием. При отдалении исчезнет дуга.
Инструменты и средства защиты
В обмундирование и средства индивидуальной защиты входят:
- маска сварщика со встроенным светофильтром для защиты глаз от яркого света и ультрафиолетового излучения дуги;
- спилковые перчатки — краги для защиты рук от брызг раскаленного металла;
- плотная одежда из негорючей ткани;
- шапочка под маску;
- прочная обувь.
- респиратор для защиты органов дыхания от образующихся газов и пыли, особенно при работе с цветными металлами.
Из инструментов, материалов и оборудования понадобятся:
- Угловая шлифмашина (болгарка) для нарезки заготовок и зачистки швов;
- Набор ручного слесарного инструмента — молотки, зубила, пассатижи и пр.;
- Металлическая щетка для зачистки заготовок;
- Струбцины и зажимы для соединения заготовок;
- Электроды.
Ну, и наконец, инвертор с входящими в комплект кабелями и держателем.
Что нужно для сварки в домашних условиях?
Для проведения работ потребуется, прежде всего, сварочный аппарат. Существует несколько его разновидностей.
Определимся, какому из них отдать предпочтение.
- Сварочный генератор. Отличительная особенность заключается в возможности вырабатывать электрическую энергию и использовать ее на создание дуги. Будет полезен там, где нет источника тока. Имеет внушительные габариты, поэтому не очень удобен в работе.
- Сварочный трансформатор. Прибор преобразует переменное напряжение, подающееся от сети, в переменное напряжение другой частоты, что необходимо для сварки. Аппараты просты в эксплуатации, но имеют значительные габариты и негативно реагируют на возможные скачки сетевого напряжения.
- Сварочный выпрямитель. Устройство, которое преобразовывает подающееся от сети напряжение в постоянный ток, необходимый для образования электрической дуги. Отличаются компактностью и высокой эффективностью работы.
Для работы в домашних условиях предпочтителен выпрямитель инверторного типа. Их обычно называют просто инверторами. Оборудование имеет весьма компактные размеры. При работе его вешают на плечо. Принцип работы устройства достаточно прост.
Оно преобразует высокочастотный ток в постоянный. Работа с током такого типа обеспечивает максимально качественный сварной шов.
Сварочный генератор может работать при отсутствии сети. Он сам вырабатывает ток. Система очень громоздкая, работать с нею достаточно сложно
Инверторы экономичны, работают от бытовой сети. Помимо этого, именно с ними лучше работать новичку. Они предельно просты в эксплуатации и обеспечивают стабильную дугу.
К недостаткам инверторов можно отнести более высокую, чем у других приборов, стоимость, чувствительность к попаданию пыли, влаги и к скачкам напряжения
При выборе инвертора для домашней сварки обращают внимание на диапазон значений сварочного тока. Минимальное значение – 160-200 А. Дополнительные функции оборудования могут облегчить работу для новичка
Дополнительные функции оборудования могут облегчить работу для новичка.
Из таких приятных «бонусов» стоит отметить:
- Hot Start – что означает повышение начального тока, подающегося в момент поджига сварочной дуги. Благодаря этому дугу активировать намного легче.
- Anti-Stick – автоматически уменьшает сварочный ток если электродный стержень залип. Это облегчает его отрыв.
- Arc Force – увеличивает сварочный ток, если электрод подносят к изделию слишком быстро. Залипания в таком случае не происходит.
Кроме сварочного аппарата любого типа понадобятся электроды. Их марку лучше всего подобрать по специальной таблице, в которой указывается тип свариваемого материала.
Потребуется также сварочная маска. Лучше всего та, что надевается на голову. Модели, которые требуется держать в руке, крайне неудобны.
Работать со сваркой нужно только в защитном костюме. Специальная маска защитит глаза от ультрафиолета и брызг, плотный костюм и брезентовые перчатки предотвратят ожоги
В маске может быть простое затемненное стекло или так называемый «хамелеон». Последний вариант предпочтительнее, поскольку при появлении дуги стекло автоматически затемняется.
Работать необходимо только в специальной одежде, защищающей от брызг и ультрафиолета. Это может быть плотная х/б спецовка, сапоги или высокие ботинки, брезентовые или прорезиненные перчатки.
Как варятся стыковые швы
Если кромки не имеют скосов, накладываемый валик должен иметь небольшое расширение с каждой стороны стыка. Чтобы не допустить непровара, требуется создать равномерное распределение расплавленного металла.
Только правильная установка тока и грамотный подбор электродов, позволит хорошо проварить 6 миллиметровый металл, если детали не имеют скоса кромок. Величина тока подбирается опытным путем. Для чего сваривается несколько пробных планок.
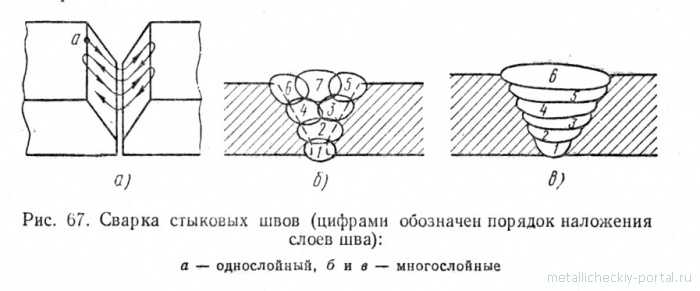
Если детали имеют V-образные скосы, стыковая сварка может быть однослойной или иметь несколько слоев. Главную роль в этом вопросе играет толщина металла.
Когда варится один слой, возбуждение дуги должно происходить в пункте «А», на границе скоса, согласно рисунку 67а. После чего электрод опускают вниз. Полностью проваривается корень шва, затем дугу отправляют на следующую кромку.
Когда электрод движется по скосам, его движение специально замедляют, чтобы обеспечить хороший провар. На корне шва, наоборот ускоряют движение, чтобы не допустить сквозного прожога.
На обратной стороне сварочного соединения, профессионалы советуют накладывать дополнительный подварочный шов.
В некоторых случаях на противоположную сторону шва монтируют стальную 2-3 миллиметровую подкладку. Для этого повышают сварочный ток, примерно на 20–30% относительно стандартной величины. Сквозное проплавление в данном случае полностью исключается.
Когда создается валик шва, стальная подкладка также приваривается. Если она не мешает конструкции изделия, ее оставляют. При сварке очень важных конструкций, делается проварка противоположной стороны корня шва.
Если нужно сварить стыковой многослойный шов, вначале проваривается корень шва. С этой целью используют электроды, диаметром 4–5 миллиметров. Затем выполняется наплавка следующих слоев расширенными валиками, для чего используются электроды больших размеров (Смотри рисунки 67, б, в).
Процессы при сварке
Электрическую дугу образуют электрод и металлическая поверхность, подвергающаяся обработке. Учитывая советы мастеров, сначала нужно взять для электросварки металлические электроды. Графитовые и угольные предназначены для особых работ, которые домашним мастерам выполнять приходится редко.
При электросварке параллельно происходит несколько процессов, которые желательно знать начинающим:
- главным является соединение жидкого, доведенного почти до кипения, металла деталей. В результате образуется сварочный шов;
- правильно перемещая электрод, формируется хороший шов;
- плавится не только металл, но и материал электрода. Расплавы стекают в рабочую зону, которая называется сварной ванной;
- сгорает защитный слой поверхности электрода. Продукты горения защитного слоя электрода выделяется в виде газов;
- образующиеся газы обволакивают рабочую зону, перекрывают доступ кислорода воздуха, препятствуя окислению металлической детали;
- из продуктов окисления образуется расплавленная масса шлака. Часто шлак покрывает всю рабочую зону (сварную ванну). В результате ухудшается видимость места плавки.
При правильной электросварке поток газов выдувает шлак из точки сварки на шов. По окончании сплавления застывший шлак аккуратно сбивают молотком.
Для того чтобы правильно варить металл, нужно научиться подбирать подходящие значения тока, угол наклона электрода и отработать технику его перемещения в рабочей зоне.
Сложности при сварке тонкого металла
Сразу нужно оговориться и сказать, что тонкий металл — это такой металл, толщина которого от 0,8 до 1,5 мм. Варить металл толщиной менее 0,8 мм обычным электродом нереально.

Однако и с более толстым металлом возникают не менее распространенные проблемы:
- Наплывы — они образуются в результате того, что заготовка начинает проваливаться под собственным весом;
- Прожоги — не менее распространенный дефект, который приводит к появлению дыр в заготовке. В результате этого серьёзно страдает внешний вид изделия;
- Непровары — боясь получить прожог, неопытные сварщики используют слишком малый ток для сварки или чрезмерно быстро перемещают электрод вдоль шва. В результате этого наплавленный металл не успевает смешиваться с основным, что и приводит к возникновению непроваров;
- Деформация заготовок — происходит вследствие перегрева основного металла.
Таким образом, зная все вышеперечисленные ошибки при сварке тонкого металла, можно попытаться не допустить их в дальнейшем.
Немного теории перед первыми шагами
Новичкам совсем не помешает освоить основные принципы работы инвертора перед тем, как включить его. Основную нагрузку будет нести сеть энергоснабжения. Если старые агрегаты при включении могли оставить без электричества весь микрорайон или поселок, то современные устройства лишены данного недостатка. Они имеют накопительные конденсаторы, которые облегчают старт. Мягкое разжигание сварочной дуги и бесперебойная работа системы энергоснабжения – очень важные, хотя и не самые основные достоинства оборудования.
Необходимо твердо усвоить, что увеличение диаметра используемого электрода ведет к большему энергопотреблению. Не все устройства могут работать с самыми крупными электродами. Дело в том, что для использования конкретного диаметра требуется определенная сила тока. В противном случае сварочный шов просто не получится. Более детальная информация содержится в техническом паспорте приобретаемой модели устройства.
С чего начать подготовительный этап?
приобрести необходимое оборудование
- аппарат для сварки;
- набор электродов;
- молоток для отбивания шлака;
- щетка.
При выборе электрода необходимо обращать внимание на его диаметр, который будет определяться толщиной свариваемого металлического листа. Также следует позаботиться и о защите
Для сварки нам понадобятся:
- сварочная маска со специальным светофильтром;
- плотная одежда с длинным рукавом;
- перчатки, желательно из замши.
В числе обязательных для выполнения сварочных работ инструментов должны числиться сварочный выпрямитель, трансформатор или инвертор. Именно с помощью этих аппаратов и будет решена задача по преобразованию переменного тока в постоянный, что позволит выполнять сварку.
Советы как научиться варить электросваркой самостоятельно
Сварить несложную конструкцию из металла реально за несколько часов, при условии, что вы уже освоили технологию, спланировали операции технологического процесса и подготовили все необходимое.
https://youtube.com/watch?v=tf5-uJ_pn-o
Чтобы научиться варить правильно, следует иметь в виду следующее:
- Следует подготовиться и узнать необходимую информацию о тех материалах, которые вы собрались варить.
- Подобрать для них соответствующий рабочий режим и сварочные материалы.
- Изучить технику исполнения конкретного запланированного вами шва.
Мало что может заменить обучение в профессиональной школе сварщиков и практику под руководством опытного наставника. Но если это по каким-либо причинам недоступно, то правильные движения, положение рук и тела при работе можно неплохо изучить и по обучающим видео от авторитетных мастеров сварного дела.
Корпус атомного реактора вам варить, конечно, не доверят, но раму для ворот или лесенки вы волне сможете осилить. Начав с простых швов и научившись варить их правильно, можно переходить и к более сложным, постепенно накапливая опыт и оттачивая свое мастерство.
Технология дуговой сварки
Электродуговая сварка выполняется по определенной технологии для обеспечения хорошего, гладкого и прочного соединения изделий.
Существует несколько способов поджога дуги:
- точечный, при котором сварщик точечно бьет проводником по изделию;
- способ чирканья.
Свойства проводников также могут быть разными при различных методах поджога. Это связано от покрытия на нем. Некоторые поджечь легче, некоторые сложнее, но каждый вид материала имеет свои достоинства и недостатки.
Создать дугу новым электродом намного проще. Достаточно ним коснуться металла, и сразу поднять на расстояние 2-3 миллиметра. Когда проводник поджигался многоразово, на его конце возникает шлаковая пленка. В таком случае нужно точечно ударить материалом несколько раз до образования искры.
Длина дуги – это величина, которая указывает на промежуток электрода и детали, между которыми происходит электрический разряд. Этот показатель напрямую зависит от диаметра электрода и выбирается от 0,5 до 1,2 его диаметра. Для получения качественного шва, электрод нужно держать максимально близко к детали.
Подготовительный этап
Прежде, как варить сваркой электродами металл, нужно все подготовить. Во-первых, подключить аппарат. Во-вторых, зачистить детали и надежно их закрепить, чтобы они не «гуляли» под аппаратом. В-третьих, сварщик должен надеть защитную маску.
Для начала рекомендуется потренироваться, как на металле зажигается материал, чтобы ориентироваться, каким способом лучше будет работать.
Образование дуги
При сварке для начинающих рекомендуется поддерживать короткую дугу, чтобы создать идеальную дорожку, без изъянов. С первого раза это не получиться – нужно некоторое время тренироваться.
Чем короче дуга, тем меньше металлических капель она дает и легче создавать качественное сплавление. При этом проводник расплавляется равномерно и плавно, обеспечивая достаточную глубину проплавления. Длину дуги новичок сможет контролировать по звуку оборудования. При короткой – он равномерный, при длинной – громкий и резкий.
Теоретически, как сваривать металл, знает каждый, но на практике необходимо долго учиться создать качественную дугу. Если она обрывается, ее нужно заново возбуждать и «запаивать» пробелы в швах. От силы тока зависит качество дуги, а от нее – качество шва.
При ошибочном подходе, можно образовать ожог на изделии, где в дальнейшем материал начнет портиться.
Формирование шва
Чтобы соединить металл электросваркой, важно создать надежный и качественный сплав между материалами. Различают несколько видов основных швов:
Ниточный – это самый простой способ, который может создать даже начинающий мастер. Он характеризуется продольными поступательными движениями и шириной, не более 3 мм. Он не создает надежное крепление и может быть использован на тонких и незначительных деталях. С такой дорожки рекомендуется начинать обучения для молодых мастеров, чтобы потом перейти к более сложным технологиям.
Продольно-поперечный тип создается в соответствии с названием. То есть, при этом нужно обладать знаниями и умениями, как правильно вести электрод в нескольких направлениях – вертикально и горизонтально. Такая дорожка намного прочнее предыдущего. Он отличается долговечностью и имеет ширину 1-1,5 сантиметра. Самая распространенная технология для такого шва – зигзаг, при котором проводник ведется от края до края по 10-15 мм в каждую сторону
При этом, очень важно соблюсти длину дуги, чтобы получить идеальную дорожку с минимальными примесями шлака.
При движении рабочего элемента в трех разных направлениях создается крепкий, «мертвый» и надежный шов. Изначально он начинается, как продольно-поперечный, но потом нужно создать возвратные движения, которые позволяют повторно проработать заваренную линию для большей надежности скрепления материалов
Здесь необходимо верно держать прибор, иначе под слишком большим наклоном соединительная дорожка получится толстой и неравномерной.
По завершению работы обязательно нужно сбить шлак с соединения, чтобы оставить идеально ровную полосу сваривания. При ошибочной работе, дорожка будет неровной, с пробелами и деформациями. Кроме эстетического вида, такое качество варки может отразиться на дальнейшей эксплуатации данных изделий.
Подготовка к свариванию
Задаваясь целью как научиться правильно варить дуговой сваркой следует понимать, что безопасность и эффективность сваривания во многом зависит от подготовительного процесса. Приступать к сварным работам следует только после подготовки сварочного аппарата:
- необходимо проверить частоту электротока и напряжение, показания в рабочем аппарате и в сети должны быть одинаковыми;
- номер электрода подбирать нужно с учетом мощности оборудования;
- клемму заземления обязательно необходимо надежно зафиксировать;
- проверить все соединения, целостность изоляции кабеля;
- электрод поместить в держатель и проверить прочность его фиксации.
Подготовить нужно также свариваемую поверхность. Ее нужно тщательно очистить от ржавчины, следов масла и других загрязнений. Если этого не сделать, то сварочный шов будет с дефектами.
На целостность проверяются и электроды
Важно чтобы покрытие было без сколов и трещин. Нередко требуется сперва прокалить или просушить электроды и только потом вставлять в держатель аппарата
Выбор сварочного аппарата
Сварочные аппараты бывают трех типов. Какой из них выбрать, это зависит от метода сварки и обрабатываемого материала. Виды устройств:
- Понижающие сварочные трансформаторы. Это надежное устройство, которое применяют для сварки углеродистой стали. Качество шва — среднее.
- Сварочные выпрямители. Подходят для углеродистого и алюминиевого материала, а также для нержавейки. Качество шва — высокое.
- Сварочные инверторы. Универсальное устройство, которое подходит для любого материала.
Нельзя при сварке труб отопления электросваркой использовать испорченное оборудование. Поэтому перед началом работ аппаратуру тщательно проверяют.
Создание шва электродом
Создаваемые швы электрическим инвертором имеют довольно обширную классификацию. При определении основных параметров учитывается тип соединяемых деталей. При рассмотрении того, как правильно варить вертикальный шов электросваркой, нужно учитывать их особенности. Наибольшее распространение получили следующие разновидности соединений:
- Стыковые.
- Тавровое.
- Внахлест.
- Угловое.
Создание шва электродом
Именно поэтому сварка вертикального шва проводят при тщательной подготовке поверхности.Применяемые технологии позволяют получить качественный шов только при правильном выборе толщины электрода. Она должна быть несколько меньше, чем ширина шва, так как для исключения вероятности стекания сплава рекомендуется водить стержень из стороны в сторону.