Как правильно заточить сверло в домашних условиях
Содержание:
- Как понять, что гаджет затупился
- Рабочая часть
- Конструкция
- Определяем угол заточки
- Насколько сложной может быть заточка сверла
- Что нужно знать перед началом заточки
- Самодельное приспособление для заточки не уступает дорогим и сложным
- Заточка мелких свёрл
- Заточка изделий другой конструкции
- Как продлить срок службы резца
- Особенности строения режущей головки сверла по бетону
- Заточка спиральных сверл
- Уменьшение перемычки, и что оно даёт
- Готовые насадки для заточки
- Сверла по металлу – заточка с помощью приспособления
- Как правильно заточить сверло по металлу: способы и видео
- Способ ручной правки на плоском камне
- Процесс заточки сверл по металлу
- Что применять для заточки
- Помогающие устройства
Как понять, что гаджет затупился
Изначально необходимо уяснить, что неисправный инструмент не только подведет вас в выполнении сложной задачи, но и может сломаться, так как он перегреется при работе. Зачастую оставшаяся часть в отверстии не подвержена извлечению, а это, в свою очередь, ведет к порче продукции. Кроме того, во время больших оборотов электродрели, осколки способны разлететься и причинить вред здоровью мастера.
Признаки снижение режущих качеств:
- Сама деталь сильно нагревается, что видно невооруженным глазом.
- Слышен сильный визг.
- Одна и та же процедура занимает на порядок больше времени.
- Снижается класс точности.
- При прикосновении к острию чувствуется гладкая и округлая кромка.
- На обрабатываемой детали остаются крупные заусенцы на выходе и бордюр на входе.
- Появляется характерный блеск головки, окрас которой сильно отличается от хвостика и основного цилиндра. Режущая поверхность приобретает сферичность и глазу становится заметно отражение от этой линии.
- Сильно изменившаяся температура при обработке способствует появлению цвета побежалости, например, темно-синего.
- Увеличиваются усилия специалиста при использовании оснастки.
Если по каким-то причинам вы не распознали первые признаки износа, то можно вооружиться лупой большого разрешения
Следует обратить внимание не только на торцевую часть, но и на боковые поверхности. При их износе также наблюдаются похожие симптомы
https://youtube.com/watch?v=urjaIYaEGQM
Рабочая часть
Рабочая часть образована 2-мя режущими кромками, которые получаются в результате пересечения винтовых поверхностей канавок, предназначенных для схода стружки, a также поперечной режущей кромкой, получающейся в результате пересечения задних поверхностей.
Направляющая часть представляет собой две вспомогательные режущие кромки, которые получаются как результат пересечения передних поверхностей c поверхностью ленточки.
Элементы спирального сверла, а также геометрия его углов.
Название элементов представлено на рисунке.
- c одинарной заточкой
- c двойной заточкой
- D – наружный Ǿ сверла.
Едва ли не решающее влияние на качество получаемых отверстий оказывает угол, обозначаемый на схемах и чертежах сверл греческой буквой ϕ (2ϕ) или угол при вершине. Если он выполнен слишком малым, то своим нижним краем стружка будет затормаживаться стенкой отверстия. Затруднения в процессе отводки стружки будут приводить к перегреву металла сверла и, как следствие, к скорейшему изнашиванию.
Соблюдать точные значения данного угла при затачивании важно также потому, что при его увеличении происходит пропорциональное возрастание нагрузки на режущие кромки, a значит сопротивление обрабатываемого металла проникновению сверла в деталь во время подачи возрастает. Если же угол при вершине оказывается меньше оптимального, то растет усилие, которое требуется прикладывать для обеспечения вращения сверла c оптимальной скоростью, ухудшается формирование стружки, растет трение
Как правило, угол 2ϕ для сверл универсальных, которые изготавливаются из быстрорежущей, или из хромистой, или углеродистой сталей должен быть 116˚-118˚. Его меняют при заточке в зависимости от металла, в котором нужно просверлить отверстие:
- твердая бронза, чугун, сталь — 116˚-118˚;
- мягкая бронза, латунь — 120˚-130˚;
- красная медь — 125˚;
- магниевые сплавы — 90˚;
- силумин, электрон — 90˚-100˚;
- алюминий — 140˚;
- эбонит, мрамор, хрупкие материалы — 140˚;
- различные пластмассы — от 90˚ до 100˚;
- древесина — 140˚.
Конструкция
Сверло Левиса входит в основной набор инструмента профессионального плотника, отличаясь небольшим весом, оно не нагружает двигатель электродрели, и позволяет выполнять глухие и сквозные отверстия в труднодоступных местах: углах балок, местах креплений деревянных деталей внахлёстку и пр.
Спиральное сверло состоит из следующих участков:
- Хвостовика, который имеет шестигранный профиль и предназначен для фиксирования сверла в патроне дрели или сверлильного станка.
- Основной рабочей части, представляющей собой спиральную ленту постоянного поперечного сечения и сравнительного небольшого угла наклона. Для спирали Левиса он выбран таким, чтобы обеспечивать надёжное удаление стружки из зоны сверления.
- Центровочного, заканчивающегося остриём с конической резьбой, что позволяет снижать осевую нагрузку при выполнении операции. Для инструмента сравнительно малой жёсткости (а спиральное сверло – именно такое) высокие осевые нагрузки становятся основной причиной поломки.

Ввиду сложности профиля сверла Левиса по его длине такая оснастка практически никогда не изготавливается в сварном исполнении. Материалом служит быстрорежущая сталь марок 10Р6М5, Р6М3 и им подобные, по ГОСТ 19265-74.
Особенностями спирали Левиса считается её однозаходность, что обеспечивает сверлу возможность самопроизвольного втягивания в полость образующегося отверстия. Одновременно улучшается направление сверла, а, по мере углубления отверстия, происходит подрезка кромки с получением гладкой образующей.

Определяем угол заточки
У разных сверл угол заточки тоже отличается. При этом имеет значение как то, на обработку какого материала рассчитан инструмент, так и особенности рабочей части. Уточнить данные можно в ГОСТ 19543-74.
Чаще всего в качестве «угла заточки» называют угол при вершине сверла, фактически – угол при вершине конуса, в который укладывается рабочая часть. Но это не единственный определяющий фактор.
Учитывается также угол спирали или, иначе, угол наклона винтовой канавки (обычно 30 градусов), задний угол и угол наклона поперечной режущей кромки
Обязательно принимается во внимание диаметр рабочей части инструмента – от этого зависит длина режущих кромок
Кроме того, выделяют одинарную и двойную заточку, подточку поперечного лезвия и ленточки.
На первый взгляд все это кажется довольно сложным. На деле же при небольшом навыке заточить сверло не так уж трудно.
Насколько сложной может быть заточка сверла
Совсем простой подобную работу назвать нельзя. Она требует знания некоторых нюансов и соблюдения определённых правил, однако выполнить её можно, даже не имея опыта. Стоит разобраться, какие ошибки могут допустить новички в этом деле, и постараться их избежать.
 ФОТО: drive2.ruТакое сверло ещё может немного послужить при правильной заточке
ФОТО: drive2.ruТакое сверло ещё может немного послужить при правильной заточке
Первое, что нужно знать – это под каким углом затачивать свёрла, предназначенные для того или иного материала. К примеру, для дерева угол расположения режущих кромок должен составлять примерно 118°, а для металла − уже 135°. Однако не стоит подходить к этому вопросу слишком буквально. Небольшие отклонения вполне допустимы. Для проверки правильности угла используют транспортир, угломер или даже пару обычных гаек. Но обо всём по порядку.
Что нужно знать перед началом заточки
Заточка является довольно важным процессом, влияющим на последующую работу инструмента
Но важно знать, что не нужно натачивать его, если этого не требуется. Это является лишней тратой времени и сил (особенно при ручном затачивании)
Именно поэтому необходимо ознакомиться с признаками того, что инструмент затупился.
Во-первых, он быстро нагревается во время работы, деформируется и мешает нормально им пользоваться. Это является одним из признаков того, что пора заниматься заточкой.
Во-вторых, если во время процесса чувствуется, что отверстия просверливаются гораздо дольше, чем раньше, то стоит изучить сверло на предмет затупления.
И, наконец, в-третьих — выполненное отверстие получается слишком неровным. Это, наверное, один из самых главных признаков, указывающих на необходимость заточки.
Самодельное приспособление для заточки не уступает дорогим и сложным
Есть огромный выбор средств для заточки инструментов, начиная от натуральных, синтетических и алмазных брусков и камней, и заканчивая специальными электрическими точильными станками горизонтального и вертикального типа. Однако простая наждачная бумага имеет несколько преимуществ перед всеми этими средствами. Она эффективно стачивает металл, обеспечивает плоские грани и стоит очень мало.
Самодельное приспособление для заточки стамески
Для достижения лучших результатов используйте черную наждачную бумагу для мокрой и сухой шлифовки с абразивом из карбида кремния. Зерна карбида кремния тверже других абразивов, которые используются в производстве шлифовальных бумаг, таких как оксид алюминия или гранат, поэтому лучше стачивает сталь и дольше служит. Запаситесь листами бумаги с постепенно уменьшающимся размером зерен (100, 150, 220, 320, 400 и 600 единиц), и теперь вы снова сможете сделать острыми все ручные инструменты в вашей мастерской.
Для окончательной доводки режущих кромок понадобится немного мелкого абразивного порошка. Можно использовать бытовые чистящие смеси, состоящие из щавелевой кислоты, полевого шпата и соды.
Бытовые чистящие смеси, содержащие абразивные элементы
Для работы требуется твердая и ровная поверхность, например, кусок МДФ-листа, на которую кладут листы бумаги. Если поверхность слишком гладкая, например, стекло или пластик, и наждачная бумага начинает скользить — смочите ее водой. Хотя это и не обязательно, вы сможете лучше оценить результат работы с помощью увеличительного стекла.
Большинству из нас трудно оценить качество заточки, не прибегая к помощи увеличительного стекла. Эта простая лупа с восьмикратным увеличением не загораживает свет, и вы можете четко увидеть все недостатки.
И, наконец, так как при заточке на наждачной бумаге очень важно точно выдержать угол наклона лезвия, используйте несложное, но прочное и надежное приспособление из твердой древесины, которое позволяет уверенно контролировать весь процесс заточки. При работе с ним лезвие удерживается точно под заданным углом, не наклоняясь из стороны в сторону, и фаска получается идеально плоской
В месте с тем приспособление для заточки позволяет выполнять движения из стороны в сторону, чтобы не допустить износа абразивной бумаги на одном участке. Перед тем как начать заточку, сделайте себе такое же приспособление.
Заточка мелких свёрл
К сожалению, инструмент диаметром меньше 4 мм заточить с использованием насадки или на станке невозможно. Поэтому такие сверла точат вручную, используя напильник или надфиль. Что касается последнего, то лучше выбирать с алмазным напылением. Даже если был использован напильник, доработать кромки необходимо надфилем.
Все сложность проводимой операции заключается в том, что режущий инструмент имеет небольших размеров плоскости и кромку. Поэтому рекомендуется для этого приобрести очки с четырёхкратным увеличением, а также воспользоваться лампой с хорошим световым потоком.
Принцип заточки точно такой же. Но есть и некоторые рекомендации:
- стачивать слой более 1 мм не рекомендуется;
- угол заточки сверла по металлу стандартный, но выдерживается на глаз;
- как показывает практика, первое сверло вы обязательно испортите, не стоит отчаиваться, навык приходит с опытом.
В видео показано, как точить сверла по металлу вручную:
Заточка изделий другой конструкции
Кроме спиральных свёрл для обработки металла применяются инструменты других конструкций. В домашних условиях можно осуществить отладку следующих инструментов.
Конусные буравчики
Заточить ступенчатое сверло можно с применением обычного напильника. Режущая кромка изделия затачивается под прямым углом.
Если конусное сверло затупилось на ограниченном участке, то выполнять заточку следует не выходя за пределы повреждённой площади.
Видео:
Корончатые
При отладке корончатых инструментов применяется специальное приспособление и необходимо знать под каким углом должен сниматься металл с режущей поверхности. Учитывая все сложности и временные затраты на выполнение процедуры, лучше для заточки обратится к опытным мастерам.
Видео:
Заключение
Научиться самостоятельно точить свёрла по металлу несложно.
- При небольших объёмах достаточно приобрести качественный напильник и осуществлять процесс вручную.
- При больших объемах для сокращения временных затрат лучше приобрести специальное оборудование, которое ускорит работу и снизит вероятность неправильной правки инструмента.
Как продлить срок службы резца
Чтобы его как можно дольше не приходилось править, стоит:
- избегать перегрева, который приводит к быстрому размягчению металла, а значит и к затуплению кромки;
- смазывать машинным маслом – это поможет снизить столь опасную силу трения и предотвратить резкое повышение температуры в зоне контакта;
- контролировать скорость вращения – ограничивайте ее, ориентируясь на твердость материала и нужный диаметр отверстия, но не гонитесь за быстротой, помните, что условия эксплуатации должны быть щадящими;
- своевременно убирать стружку, чтобы она не забивала углубление, иначе инструмент может застрять и даже сломаться;
- обрабатывать еще и перемычку с ленточкой – так вы улучшите стойкость и качество врезания, что позволить ослабить подачу, сохраняя должную производительность;
- делать несколько проходов, давая паузы между каждым из них – чтобы приспособление успевало остыть.
Мы рассказали, как правильно заточить сверло по металлу, видео этого процесса тоже предоставили, теперь вы можете смело приступать к обработке поврежденных стержней. А если вам нужно приобрести для этого станок, его найдете в каталоге завода-производителя «Сармат», обращайтесь и заказывайте качественное и современное оборудование.
Особенности строения режущей головки сверла по бетону
Бур по бетону обладает функциями спирального сверла и зубила: твёрдосплавная головка бура от ударов механизма перфоратора выбивает своими рабочими кромками неметаллический материал, скалывает его как зубило. Поэтому острота кромок прямо влияет на производительность сверла и силовые затраты на бурение Ресурс бура ограничен износом этой пластины и после её полного срабатывания или излома бур подлежит выбраковке.
Каждая рабочая кромка образуется схождением передних грани, то есть обращенных при бурении в сторону вращения, и задних граней. Угол между передними гранями и осью бура около 30 , между задними — около 60. Угол задней грани может быть уменьшен до 30 для бурения не прочных материалов. Рабочие кромки, как и на сверле, образуют общий угол 130-140или угол 65-70 между каждой режущей кромкой и центральной осью.
Заточка спиральных сверл
Затачивание сверла производят по задним граням инструмента
Предельно важно соблюдать требования одинаковой заточки обеих зубьев (перьев) сверла. Достигнуть этого, выполняя заострение сверла вручную, достаточно сложно и требует сноровки
Не менее трудноосуществимо создать вручную нужную форму для задней грани, a также заданный задний угол.
На предприятиях применяется специальное оборудование, предназначенное для правильного затачивания сверл. B условиях домашней мастерской заточку вынуждены выполнять на обыкновенном точиле.
Виды заточки зависят от формы, которую придают задней поверхности. Различают следующие виды затачивания сверл по металлу:
- коническая;
- однополосная;
- двухполосная;
- винтовая;
- цилиндрическая.
В домашних мастерских наиболее часто применяют однополосную и коническую заточки.
Однополосная. Данный способ самый легкий, поэтому наиболее часто применяется при ручной заточке. Он рекомендован для сверл не очень большого диаметра (до 3 миллиметров). При таком затачивании задний угол делают в диапазоне 28˚-30˚. К недостаткам такой заточки можно отнести опасность выкрашивания задней кромки.
Заточка такого типа имеет довольно сложную геометрию. Её можно представить следующим образом. Для этого нужно вообразить себе конус c образующей, направленной вдоль плоскости точильного круга и режущей кромки, a вершина конуса располагается на отдалении от вершины сверла в 1,9 от размера его диаметра. В этом случае угол вершины будет равен 26˚. При этом угол пересечения оси самого сверла c на задней грани затачиваемого сверла будет образовываться коническая поверхность.
Если ось сверла, a также ось виртуального конуса будут располагаться в одной и той же плоскости, то в числовом выражении задний угол по значению будет совпадать с нулем. Для образования заднего угла требуется ось сверла сместить по отношению к главной оси виртуального конуса. Качая сверло по оси виртуального конуса с одновременным таким смещением обеспечивают получение конусной задней грани, a также заднего угла в 12˚-14˚. Увеличивая величину смещения, увеличивают задний угол.
Естественно, что соблюсти все эти требования при ручной заточке достаточно сложно. На практике затачиваемое сверло одной рукой берут за хвостовик, a другой – за рабочую часть на минимальном расстоянии от заборного конуса.
Сверло прижимают к плоскости точильного инструмента задней поверхностью и режущей кромкой, затем плавными движениями, начиная c режущей кромки, медленно, не отрывая от круга точила, сверло покачивают, создавая конусную поверхность задней грани пера. Затем операцию повторяют для второго пера.
В домашних условиях мастера делают конусную заточку, используя простейшее приспособление, сделанное из специальной фиксированной под определённым углом к плоскости точильного элемента втулки c вставленным в неё сверлом. Вставленное во втулку сверло режущей кромкой приставляют к плоскости точила и не отрывая от неё затачиваемой части медленно и равномерно поворачивают сверло вокруг оси.
Чтобы сверло прослужило более длительное время, чтобы диаметры высверливаемых отверстий были как можно более точными – после заточки выполняют доводку. Этот процесс сглаживает поверхность. Исчезают мелкие зазубринки, которые оставляют частицы точильного камня. В результате доводки повышаются режущие свойства сверла, оно меньше нагревается и медленнее затупливается.
Для выполнения доводки рекомендуют шлифовальные круги, на которые нанесён слой зелёного карбида кремния или же круги из эльбора.
- при помощи специальных приспособлений;
- заточка вручную;
- заточка через втулку;
- подточка;
- получение несоответствующих диаметру сверла размеров отверстия при использовании неправильно заточенного сверла.
Уменьшение перемычки, и что оно даёт
Многие недооценивают важность уменьшения поперечной перемычки сверла. А ведь это действие значительно снижает силу трения, что способствует более долгой работе инструмента без заточки
Дело в том, что по мере заточки свёрл (приближения к хвостовику) перемычка становится толще. Именно поэтому её необходимо стачивать. Но делать это следует крайне аккуратно, чтобы не повредить рабочую кромку сверла или не сточить лишнего, сделав перемычку совсем тонкой. В этом случае сверло может отколоться при работе.
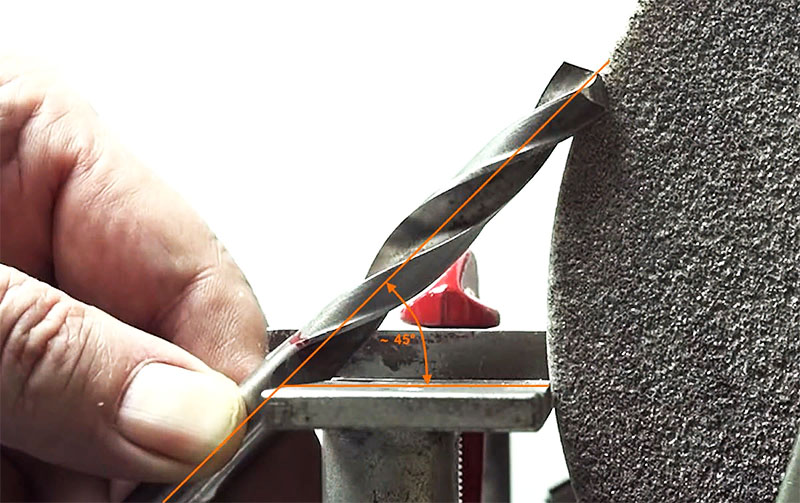 ФОТО: Stroy-podskazka.ruПоложение сверла в горизонтальной плоскости для стачивания перемычки
ФОТО: Stroy-podskazka.ruПоложение сверла в горизонтальной плоскости для стачивания перемычки
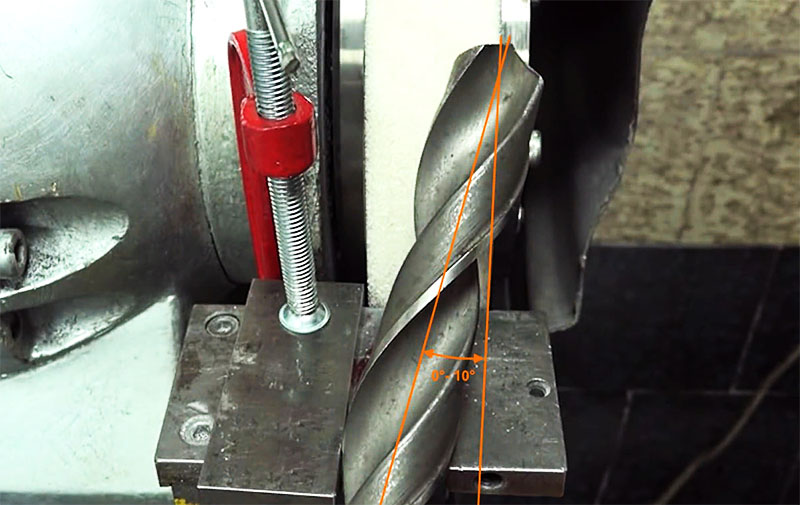 ФОТО: Stroy-podskazka.ruПоложение сверла в вертикальной плоскости для стачивания перемычки
ФОТО: Stroy-podskazka.ruПоложение сверла в вертикальной плоскости для стачивания перемычки
Готовые насадки для заточки
Качественно заточить сверло на наждаке без опыта очень сложно. Поэтому для электроинструмента производятся специальные насадки. Обычно они устанавливаются на дрель.
Насадка имеет круглую форму и небольшие размеры. Может быть рассчитана на разные углы и диаметры свёрл. После установки приспособления на дрель с торца нужно вставить сверло. Далее нужно только на несколько секунд включить прибор.
Заточка двухплоскостных оснасток производится в 2 этапа. После первого прохода сверло следует вынуть, провернуть на 180°, и вставить обратно. Таким образом затачиваются обе плоскости.
Сверла по металлу – заточка с помощью приспособления
Для восстановления режущего инструмента в домашних условиях удобно использовать самодельное приспособление. Заточка сверла по металлу – несложная операция, с которой можно справиться самостоятельно. Для обеспечения жесткости конструкции необходимо собирать приспособление на мощной опорной плите.
К основе крепятся следующие элементы:
- приводной двигатель с установленным на валу наждачным кругом;
- поворотная колонка с механизмом фиксации инструмента.
Использование поворотного приспособления позволит произвести заточку в различных пространственных положениях. При этом будет гарантирован угол расположения режущей части относительно абразивной поверхности круга.
Для этого необходимо выполнить следующие работы:
- Зафиксировать режущий инструмент в тисках или приспособлении.
- Задать требуемое угловое положение.
- Закрепить абразивный диск в патроне.
- Поднести дрель с насадкой, соблюдая необходимый угол.
Аналогичные задачи можно выполнять с помощью болгарки, на которой закреплен диск, предназначенный для обработки металла.
Как правильно заточить сверло по металлу: способы и видео
На рисунке я его изобразил (упрощено ) Вот что значит отсутствие практики.Пришлось из гаража принести старые запасы сверл для дрели.
Когда я раньше «халтурил» у меня была обыкновенная Конаковская электродрель без перфоратора ,а сверлить приходилось иногда стоя на перилах балкона . Я с собой брал всегда кучу сверл и на два-три отверстия у меня
уходило одно сверло .Немножко посверлил ,немножко постучал молотком и опять повтор.Когда есть навык
легко бетон и без перфоратора сверлить , я просверлил так тысячи дырок. «Тупые» сверла я потом точил
на основной работе. Только камень должен быть специальный для твердых сплавов. Такие «наждаки » есть
у станочников ,для заточки резцов.
Совет по сверлению бетона :
На два-три отверстия одно сверло,потом точить. Рабочая кромка у сверла должна быть четкая без округлостей ,иначе сверло будет просто скользить. Если сверлите без перфоратора ,переодически надо
вставлять в отверстие запасное сверло и постучать молотком по нему.
Совет по сверлению кафеля :
Сверло должно быть по бетону с односторонней заточкой и острое.
Сверлить без включения перфоратора (Что бы кафель не треснул ).Сверлится легко.Как только пройдете
плитку ,можно включить перфоратор……
ОРИГИНАЛЬНЫЕ СМЕННЫЕ КАССЕТЫ ДЛЯ БРИТЬЯ ПО ХОРОШИМ ЦЕНАМ МОЖНО КУПИТЬ В НАШЕМ
СКЛАДЕ-МАГАЗИНЕ » ВСЕ ДЛЯ БРИТЬЯ » НАПРОТИВ МЕТРО ЧЕРТАНОВСКАЯ ( 30 МЕТРОВ )
ПЕРВЫЙ ВАГОН ИЗ ЦЕНТРА .ТОРГОВЫЙ ДОМ » СВОД » ПАВИЛЬОН № 1 . АССОРТИМЕНТ И ЦЕНЫ НА НАШЕМ САЙТЕ WWW.OLDWAY.DS77.RU
Способ ручной правки на плоском камне
Этим методом пользовались еще в старое советское время, когда массово работали ручными дрелями, а точильного станка у мастера не было. Приходилось править режущие кромки подручными средствами.
Использовали плоские точильные бруски, мелкую наждачную бумагу (нулевку), абразивные камни.
Технология трудоемкая, подходит только для тонких диаметров, требует строгой фиксации угла наклона оси вращения к плоскости наждака и точного расположения режущей головки.
Под нее разрабатывают различные фиксирующие подставки.
Как и в предыдущем случае, здесь можно только немного подправить кромки и задний угол резания. Поэтому этот способ используют радиолюбители и мастера, работающие с деревом.
Заканчиваю статью и выражаю благодарность Виктору Леонтьеву за его труд и предоставленную не только мне информацию, рекомендую посмотреть его видеоролик.
https://youtube.com/watch?v=XIe9tbTngCI
Вполне вероятно, что у вас остались какие-то вопросы по теме «Как заточить сверло по металлу в домашних условиях» или имеется желание высказать свое мнение по материалам статьи.
Сейчас самое удобное время для этого. Воспользуйтесь разделом комментариев.
Полезные товары
- Монета-сувенир для принятия решений
- Карманный складной нож
- Лазерный нивелир на 3 режима работы
Полезные сервисы и программы
- Курсы по дизайну
- Онлайн изучение английского языка с репетитором или самостоятельно
Процесс заточки сверл по металлу
Заточку сверла следует производить последовательным образом, сперва обрабатывая заднюю поверхность
Выполняется процедура максимально осторожно, несколькими приемами. Инструмент должен плотно прижиматься к точильному кругу
При коническом способе, особое значение стоит уделять величине затачиваемого угла, он не должен изменяться.
Если получиться, то можно постараться выдержать форму на заднем основании приспособления, которая была обеспечена в процессе заводского производства инструмента. Это позволит сохранить задний угол на каждой из граней. В итоге задняя поверхность должна стать в форме правильного конуса, если смотреть на сверло с боковой стороны.
Затем выполняется обработка режущей части сверла. На этом этапе выдержка угла также должна быть максимально обеспечена. Окончательную доводку задних поверхностей выполняют только после этого этапа
Важно обращать внимание на перемычку, которая расположена на кончике инструмента. Если сверло обработано правильно, то ее размеры не должны превышать 0,4 мм, если диаметр сверла менее 8 мм. Необходимо следить за перемычкой, она располагается на самом кончике сверла
У более крупных приспособлений перемычка может достигать 1-1,5 мм
Необходимо следить за перемычкой, она располагается на самом кончике сверла. У более крупных приспособлений перемычка может достигать 1-1,5 мм.
Также во время рабочего процесса не должен происходить перегрев сверла, это может спровоцировать послабление стали. В результате произойдет размягчение металла и потеря твердости.
При ручном затачивании изделий важно придерживаться следующих правил:
- за один проход нужно снимать небольшой слой стали;
- заточка должна производиться на минимальной скорости вращения шлифовального круга;
- приспособление не должно перегреваться до такой степени, чтобы его невозможно было держать в руках.
Что применять для заточки
Достаточной точности выстраивания угла можно достичь только в том случае, если инструмент будет надежно зафиксирован, а подачу обрабатывающего его приспособления можно будет регулировать в процессе. Такой подход позволит восстановить геометрию спиралевидных стержней размером от 3 до 19 мм.
Выполнить все работы с минимальными погрешностями и максимальной производительностью можно на станках. И сразу несколько версий подходящего оборудования, надежного, удобного в эксплуатации, экономичного и при этом мобильного, вы найдете в каталоге ижевского производителя «Сармат» – выбирайте в пользу качества.
Теперь расскажем, как правильно точить сверла по металлу не на производстве, а в гараже или даже в домашних условиях, когда банально нет специализированной техники (покупка которой для разовых потребностей нецелесообразна). Для этого можно воспользоваться следующими машинами, инструментами, приспособлениями:
- болгарка – позволит удалить следы износа и довести нужную грань до 120 0, но для этого придется многократно по 1-2 секунды снимать стружку, вертикально зажав сверло в тисках;
- точило – следует сначала убрать со стержня все зазубрины (если они есть), а после закрепить его в фиксаторе и аккуратно оправить, слегка прижимая (под необходимым углом) к вращающемуся кругу;
- специальная насадка на дрель – достаточно установить ее, закрепить в ней сверло и включить, а после повернуть инструмент на 1800 для отладки второй грани; но этот вариант эффективен при малом затуплении, среднем диаметре (3,5-10 мм);
- надфиль или напильник – здесь правка производится вручную; это выбор только для резцов из сравнительно мягких материалов; использовать абразивный или алмазный брусок нецелесообразно, так как нужную геометрию выдержать будет проблематично.
Приспособления и технологии их применения могут быть разными, но после использования каждого из них в любом случае следует убедиться, что нужный результат достигнут.
Помогающие устройства
Теперь пришло время сделать приспособление для заточки сверл. Оно подойдет 2 типам мастеров:
Новички, у которых не получается ровно держать подходящий наклон. Из-за этого кромка получается неровной и эффективность сверления снижается. Иногда сверло начинает работать еще хуже, чем до этого, а это снижает скорость работы. Приспособы будут полезны мастерам, которым приходится постоянно сидеть за наждаком. В этих случаях самодельные приспособления для заточки сверл — необходимость.

Приспособа на гравер и электродрель
Элементарное устройство для заточки сверла, которое весьма просто сделать, так как состоит оно всего из 2 частей:
- Корпус. Обычно он цельнолитой и сделан из пластика. В нем есть кольцо, которое фиксируется на цанге гравера и втулка с углом в 60 градусов. Сверло входит туда с упором, поэтому смещения не происходит.
- Маленький шлифовальный круг. Он стачивает часть металла.
Если нет гравера, есть приспособления для заточки сверл по металлу на дрель. Для них понадобится:
- Круглая труба на 50 миллиметров. Подойдет даже пластиковая сантехническая труба и заглушка к ней.
- Шлифовальный конус или фреза с наклоном в 60о.

В заглушке нужно насверлить дюз по окружности.
На основе гаек
Специфическое самодельное приспособление для заточки сверл своими руками, которое все же подойдет новичкам. Здесь понадобится сварочный аппарат, так как монолитный корпус долговечнее.
Чтобы сделать инструмент для заточки, действуйте по плану:
- Понадобится гайка большого диаметра, например, М 16. В ней необходимо вырезать треугольное отверстие. Нужно стараться попасть в 120 градусов. Чтобы это проверить, достаточно приложить сверло острием.
- Сверху приваривается еще одна гайка диаметром поменьше. Она понадобится, чтобы вкрутить прижимоной болт.
- Осталось вкрутить болт и готово. Гайка будет направляющей и заточка сверл своими руками пройдет куда легче.

Такой станок для заточки сверл своими руками может собрать каждый, но вот его эффективность под вопросом. Возлагать большие надежды не стоит, так как гайка тоже будет постепенно стираться.
Из дверной петли
Самодельное приспособление для заточки сверл своими руками подойдет тем, кто умет работать сварочным аппаратом. Далее нужно действовать по инструкции:
- Сначала петлю нужно укоротить. Одна часть послужит фиксатором подручников, вторая (отрезанная часть) – задает угол.
- К длинной части необходимо приварить металлический угол. В нем нарезается резьба, чтобы вставить болт. Диаметр не так важен, тут можно действовать по своему усмотрению.
- Далее устанавливается уголок, он будет направляющей плоскостью.
Вот подробное видео, как сделать станок для заточки сверл своими руками.
Стоит понимать, что это самодельное устройство для заточки – не полноценный инструментарий. Необходимо точило, а петля — лишь направляющая.
Также конструкция имеет 2 недостатка:
Подача осуществляется сверху вниз. Поэтому обратная часть кромки будет плоской, что вызовет перегрев. Понадобится использовать СОЖ или хотя бы солидол. Ровно ориентировать сверло не у всех получится, так как точность будет посредственной.

Стойка
Чтобы сделать станок для заточки сверл своими руками, нужно приложить усилия. Магазинные стойки дорогие (от 50 долларов). В домашних условиях они делаются буквально из хлама.

Стойка состоит из 5 частей:
- Упор. На него опирается сверло.
- Затяжная гайка с угломером. Просто сразу нужно выставить упор в том положении, под каким наклоном точить сверла по металлу.
- Зажим для оснастки. Чтобы не держать ее рукой и избавиться от случайных проворачиваний.
- Катерка. Дает возможность двигать оснастку.
- Основание.


Шаблон типа «кондуктор»
Простенькое устройство для заточки сверл, но по эффективности не уступает заводским направляющим. Изготовить ее можно из отрезка труб.
Для заточки сверла понадобится сделать следующее:
- Отрезок профиля обрезается под 60о.
- Должно получится так, чтобы профиль попадал под линию разреза.
- Кондуктор крепится к столику точила на винты или струбциной.

Теперь остается приложить острие к шаблону и просто проворачивать его.
Кондуктор для сверл по металлу своими руками делается просто, но новичку он облегчит работу в разы. Ему по силам любые диаметры, даже самые малые. К тому же, скоро вы сможете «набить руки» и заточка сверл своими руками не будет проблемой.