Показываю 5 способов, как можно заклеить пластиковый бак для воды
Содержание:
- Необходимый инструмент
- Пошаговая инструкция по пайке пластиковых труб
- Пистолет фен
- Требования к инструменту для пайки пластика
- Приступаем к пайке
- Последовательная технология пайки
- Подбор сварочных прутков
- Выбор сварочных прутков
- Пошаговая методика пайки радиодеталей на плату
- Пайка пластиковых труб, аппараты, инструменты для соединения
- Какие агрегаты и материалы потребуются?
- Как нужно выбирать трубы
- Что влияет на надежность склеивания
Необходимый инструмент
В данном случае могут использоваться следующие паяльные инструменты:
- обычный стоваттный паяльник;
- фен (его ещё называют термическим пистолетом);
- паяльная станция.
Возможности и принцип работы обычного паяльника знакомы практически каждому домашнему мастеру. Такой аппарат для пайки может обладать прямым или изогнутым жалом.
Термопистолет производит пайку пластика за счёт подачи нагретого воздуха. Температура нагрева составляет от +80 до +600 ℃, её можно плавно регулировать.
Как правило, модели пистолетов для пайки снабжаются большим числом насадок, которые делают этот инструмент максимально удобным и эффективным.
Насадки помогают направить воздух в нужную зону и создать необходимый угол наклона. Качественные фены для пайки пластика имеют мощность не менее 1600 ватт.
Паяльная станция объединяет в себе обычный паяльник и термопистолет для пластика. Подобный агрегат способен решать множество задач. Регулировка температуры и огромное количество насадок позволяет аккуратно спаять пластмассу, а также другие материалы.
Пошаговая инструкция по пайке пластиковых труб
Пайка трубопровода состоит из трёх основных фаз — нагрева, стыковки, фиксации и охлаждения элементов, для выполнения которых нужна определённая подготовка, соблюдение температурного режима и правил безопасности.
Меры безопасности
В процессе пайки нужно соблюдать элементарные меры безопасности для работы с электроинструментом:
- паяльник должен быть защищён от попадания атмосферных осадков, грязи и брызг;
- до подключения аппарата к сети, необходимо убедиться в его исправности, целостности шнура питания и вилки;
- во время работы следует проветривать помещение и пользоваться термоперчатками;
- не прикасаться открытыми участками кожи к нагретым поверхностям.
Подготовка элементов и деталей
На этом этапе необходимо выполнить:
- нарезку изделий на отрезки нужной длины;
- зачистку срезов от заусениц и их тщательную шлифовку;
- обезжиривание срезов спиртовым раствором;
- нанесение засечки, по которой можно будет вести контроль глубины введения труб в аппарат;
Подготовка паяльника
Аппарат нужно включить в сеть заранее, выставить терморегулятор в нужное положение и разогреть изделие до рабочих температур в зависимости от вида пластика.
Обычно время разогрева паяльника составляет 30 минут, пока не погаснет лампочка. К работе же прибор будет готов через 10 мин после достижения установленной температуры.
При какой температуре паять пластиковые трубы
Для пайки полиэтиленовых изделий терморегулятор на приборе устанавливают на 220ºС, для полипропиленовых — на 260ºС. Если регулятор отсутствует, можно придерживаться параметров нагревания деталей из таблицы 1.
Таблица 1.
| Наименование параметр | Диаметр труб, мм | |||||
| 20 | 25 | 32 | 40 | 50 | 63 | |
| Время нагрева изделий, сек | 6 | 7 | 8 | 12 | 18 | 24 |
| Время нагрева изделий, сек | 4 | 4 | 6 | 6 | 6 | 8 |
| Время остывания, мин | 2 | 2 | 4 | 4 | 4 | 6 |
Правила стыковки
При сборке стыков необходимо следить за совмещением кромок, чтобы у обеих изделий совпадали поверхности и не смещалась ось трубопровода. Зазор между кромками должен быть равномерным по всему диаметру с размером в 2 — 3 мм.
Соединение трубы
Разогретые детали снимают с насадок паяльника и соединяют друг с другом, слегка прижимая торцами. Затвердевание полимера произойдёт через 2-3 минуты.
Зачистка и охлаждение соединений
Место соединения должно находиться в неподвижном положении, пока пластик не остынет до температуры 38 — 42 градуса. Для этого соединённые детали фиксируют в хомуте или клипсе до момента охлаждения.
Проверяем качество соединения
По окончании сварки все стыки подлежат визуальному осмотру. У качественно выполненного сварного шва должна быть ровная поверхность, без следов пористости, трещин, складок и чрезмерного блеска, которые возникают при перегреве. Наплыв в зоне шва должен быть сплошным и равномерным по всей окружности соединения и возвышаться над наружной поверхностью не более чем на 2 мм — для изделий с толщиной стенки до 10 мм.
Пистолет фен
Во время работы паяльником материал разравнивается и перераспределяется жалом. При работе феном применяются пластмассовые присадочные прутки, являющиеся аналогом припоя при пайке или присадочной проволоки при сварке.
Такие прутки покупают в магазинах либо изготавливают самостоятельно, нарезая отходы пластика
Важно следить за тем, чтобы пруток был из того же материала, что и ремонтируемое изделие. Пруток заостряют с одной стороны, а другой стороной вставляют в фиксатор на сопле термопистолета
Пайка пластика феном
Устройство ведут вдоль линии спайки медленно, наклонив пруток-присадку под углом 40-50°. Для соединения разрозненных осколков пайку выполняют в несколько проходов. Сперва нужно соединить осколки между собой короткими швами, из расчета один — два на сторону. Далее получившуюся сборку прикладывают к целой части бампера. Если контуры совпадают, проводят спайку по контуру. В последний проход окончательно спаивают осколки между собой.
Требования к инструменту для пайки пластика
Для выполнения работ можно воспользоваться набором инструмента:
- Паяльник;
- Ножницы, пинцет, экструдер;
- Набор: строительный фен с насадками и пластиковыми электродами для сварки;
- Орбитально-шлифовальная машина (ОШМ);
- Набор для ремонта стеклопластика;
- Соответствующие расходные материалы: скобы для степлера, алюминиевая, медная или стальная мелкоячеистая сетка.
Прежде всего следует снять лопнувшую деталь с кузова автомобиля.
Это делается, во-первых, для удобства произведения ремонта и во избежание излишнего натяжения материала в трещинах к местам крепления на корпус машины. Демонтированная деталь очищается от грязевых отложений и тщательно моется.
После чего отколовшиеся части совмещаются друг с другом. При желании их можно зафиксировать скотчем с наружной стороны бампера. Далее разогревается паяльник и начинается кропотливая работа.
Паяльник и фен для пластика необходимо выбирать в соответствии с основными требованиями. Такие аппараты должны:
- быть эргономичными;
- быстро нагреваться;
- не перекаливать пластик.
Инструмент не должен быть тяжелым. Также очень облегчает работу, если паяльник имеет лампочку, которая освещает место пайки. Чтобы паяльник нагревался быстрее, можно сточить кончик жала. Если вы часто используете инструмент в работе и он со временем начинает медленнее нагреваться, то нужно зачистить гнезда. Это элементарно можно сделать своими руками.
Раскрутите болты, достаньте жало и, используя мелкозернистую наждачную бумагу, зачистите места соединения. Перегоревшее или сломавшееся жало можно заменить обычной стальной проволокой. Для пластмассы обычно применяют стоваттные аппараты.
При работе с пластмассой лучше использовать специальный фен для сварки пластика. Он работает в диапазоне температур от 0 до 650 градусов Цельсия, имеет подачу воздуха в 10 позициях. Фен для пластмассы программируется на сварку, удаление краски, сгибание, есть режим «паять припоем». Средняя розничная цена набора “фен с насадками” составляет 3000-4000 руб.
Такой аппарат стоит недешево и чаще всего используется мастерами, которые занимаются ремонтом профессионально. Для выполнения разовых работ по восстановлению лопнувшей пластиковой конструкции своими руками можно использовать строительный или монтажный стоваттный аппарат.
Приступаем к пайке
Процесс пайки пластика необходимо начинать с внутренней стороны бампера. Для этого один его конец неподвижно фиксируется, и вдоль шва прокладываются электроды. Тем самым нагревательный элемент расплавляет материал, который, в свою очередь, заполняет углубления рубца.
Схема сварочного электрода.
Направлять насадку пистолета нужно перпендикулярно шву. Для начала желательно сделать прихватку деталей в нескольких местах: это улучшит их фиксацию, что в дальнейшем облегчит процесс пайки. После можно приступать к заполнению шва. При следующем проходе необходимо захватить боковые зоны. С каждым заполнением стежки электрод постепенно уменьшается, поэтому его потребуется вовремя заменить.
Когда весь участок будет пройден, дождитесь, чтобы масса пластика с образовавшимися пузырьками немного остыла — это займет около 5 минут. Затем приступайте к разглаживанию шва. Для этого можно использовать любой тупой предмет, например, деревянную ручку какого-нибудь инструмента. В труднодоступных местах поверхность выравнивается пальцами, только не забудьте воспользоваться перчатками. Полное отвердение шва наступит через несколько часов.
Данное армирование делается внутри бампера. Чтобы сцепление сетки с поверхностью было как можно прочнее, расплавленная пластмасса наносится по всему ее периметру, заполняя все ячейки. Таким образом, утопив сетку, вы получите прочную поверхность, а когда пластик полностью остынет, его излишки можно будет удалить при помощи шлифовальной машинки. После этого нужно избавиться от образовавшихся волосков, это делается с помощью строительного фена. Только следите за его температурой, чтобы не перегреть поверхность бампера.
На этом процесс пайки закончен, теперь вам требуется зашпаклевать поверхность с внутренней и наружной стороны, при этом заделать все неровности. Затем шпаклевку нужно отшлифовать наждачной бумагой. Далее поверхность грунтуется и наносится на нее краска.
Вот таким образом вы сможете самостоятельно отремонтировать бампер своего автомобиля, при этом не тратя своих денег в дорогих автомастерских, где данный ремонт выльется в кругленькую сумму.
Очень часто бывает так, что пластиковая деталь или ее крепление лопается, отрывается и так далее. Покупать из-за какой-то мелкой крепежки новую деталь не очень хочется. Остается ремонт с помощью пайки и с последующим укреплением содой с суперклеем. Но обо всем по порядку.
Может быть так, что деталь просто треснет: тут можно сразу переходить к пайке. Но бывает так, что пластик деформировался, тогда перед пайкой необходимо вернуть его к первоначальному положению, и сделать это можно строительным феном.
После этого берем паяльную станцию (по сути, это обычный паяльник с тонким жалом, температуру которого можно регулировать, делая так, чтобы тот или иной пластик не горел, а плавился).
Аккуратно пропаиваем вглубь, накладывая стежок за стежком, и пропаивайте на 5-10 мм больше чем есть трещина. Просто может быть так, что трещина внутренняя и на поверхности ее не видно. Так пропаиваем каждую трещину, в итоге получаем подобную паутину швов.
Точно так же делаем и с обратной стороны детали.
После проделанного швы нужно обработать, сделать вровень с основной поверхностью, да и подготовить всю поверхность в целом, если, конечно, это требуется, но самое главное — шов. А делаем это обыкновенной наждачкой, зернистостью около 100.
Вроде бы все? Но нет, теперь самое интересное!
Нам потребуется обыкновенная пищевая сода и любой суперклей.
На спаянном шве между стяжками есть расстояние, которое необходимо заполнить, чтобы придать всему этому делу окончательную жесткость и полную уверенность в надежности спайки.
Берем суперклей и наносим тонким слоем его в шов. Следите, чтобы каждая полость шва была заполнена. Выдерживаем так около 10 минут.
После этого наносим еще один слой суперклея и посыпаем все это сверху содой!
Сода вступает в реакцию с суперклеем, после чего все это кристаллизуется и получается каменный шов! Все пространство между стяжками заполнено и жестко скреплено, шов получается сверх крепким, когда попробуйте сами, вы все поймете)
Если требуется, для покраски, например, шов можно так же обработать наждачной бумагой.
Таким же образом был спаян щиток вилки. Шов обрабатывать не стал, нет смысла просто.
Надеюсь, что данный способ ремонта пластика кому-то пригодится)
Последовательная технология пайки
Пайку пластиковых труб лучше проводить в помещении с хорошей вентиляцией. Это обусловлено тем, что при нагревании полимеры выделяют опасные для здоровья токсины. При достаточной их концентрации они вызывают отравления.
Выполнять пайку труб лучше в защитных перчатках
Подготовительный этап:
- На рабочий орган паяльника устанавливают необходимого размера болванку;
- Настройка температуры должна быть в пределах 260 градусов;
- Готовят все дополнительные детали, их очищают и правильно размещают;
- Включается паяльник;
- Выжидают, когда прибор наберет необходимую температуру, о чем свидетельствует зеленый датчик.
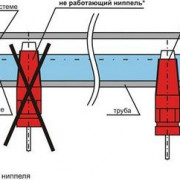
Далее трубу и муфту требуется одновременно разместить на паяльнике и болванке. Трубопровод монтируется во внутреннюю часть болванки. Муфта же устанавливается на внешней части. Трубу необходимо засунуть до заранее отмеченной части. Муфту надевают до упора. Для правильной сварки нужно помнить о времени.
При небольшой температуре уровень диффузии будет низким, что отразится на качестве сплава. При перегреве детали деформируются. Время выбирают в зависимости от диаметра материала.
Когда детали нагреты, необходимо быстро провести их стыковку. При этом необходимо соблюдать соосность. На протяжении нескольких секунд можно провести коррекцию, но нельзя поворачивать изделия
Важно при работе не тянуть, но и не спешить
Подбор сварочных прутков
Данные элементы играют роль электродов. Их применяют при пайке листового пластика, труб, полиэтиленовых предметов. Размер стержней бывает разным, как и их форма. Диаметр круглых прутков составляет 3-7 мм. Стержни с квадратным сечением отличаются большими размерами.
Сварочные прутки для пластика могут изготавливаться из самых разнообразных материалов.
Для соединения полимерных изделий применяют 2 типа расходного материала:
- Полиэтиленовые стержни. Отличаются достаточно низкой температурой плавления. Применяются для сварки изделий из соответствующего материала с помощью фена.
- Полипропиленовые прутки. Элементы не деформируются, не утрачивают рабочих качеств при длительном хранении. Изделия используются при сборке и ремонте конструкций из листового полипропилена. Электроды из этого материала применяются совместно с экструдерами, расплавляющими их до жидкого состояния.
Выбор сварочных прутков
Присадочный материал выбирается под тип свариваемого пластика. Он указывается в маркировке. Присадочные полипропиленовые стержни выпускаются разного сечения: треугольные, круглые. Если детали скрепляются под прямым углом, лучше выбирать треугольный стержень. Они различаются по цвету. Большим спросом пользуются черные и серые. Полиэтиленовые прутки для сварки пластика мягче, чем полипропиленовые, температура плавления ниже (от +160°C).
При выборе присадки необходимо обращать внимание на температуру плавления прутка или стержней. Допустимо использование незначительно отличающихся полимеров, если они сходны по режиму пластичности
Важно, чтобы присадочный материал хорошо входил в экструдер, подходил по диаметру загрузочного отверстия и выходного сопла. Для ручных экструдеров применяются прутки или стержни от 2 до 7 мм
Пошаговая методика пайки радиодеталей на плату
Обычно радиодетали и заводские печатные платы имеют выводы и токоведущие дорожки, которые покрыты оловом. Их можно паять без предварительного облуживания. Платы лудят только при их самостоятельном изготовлении.
Процедура пайки включает такие шаги как:
- Пинцетом отгибают выводы под требуемым углом, затем их вставляют в отверстия платы.
- Фиксируют деталь пинцетом.
- Набирают припой на жало, погружают его в канифоль, приставляют к точке соединения вывода с платой так, как это показано на рисунке 7. После нагрева поверхностей припой перетекает на дорожки платы, вывод элемента, контакты микросхем, равномерно распределяясь по ним под действием сил поверхностного натяжения.
- Деталь удерживают в нужном положении пинцетом до застывания припоя.
- После завершения пайки следует обязательно промыть плату спиртом и/или ацетоном.
- Дополнительно контролируют отсутствие короткого замыкания компонентов платы, вызываемых каплями припоя.
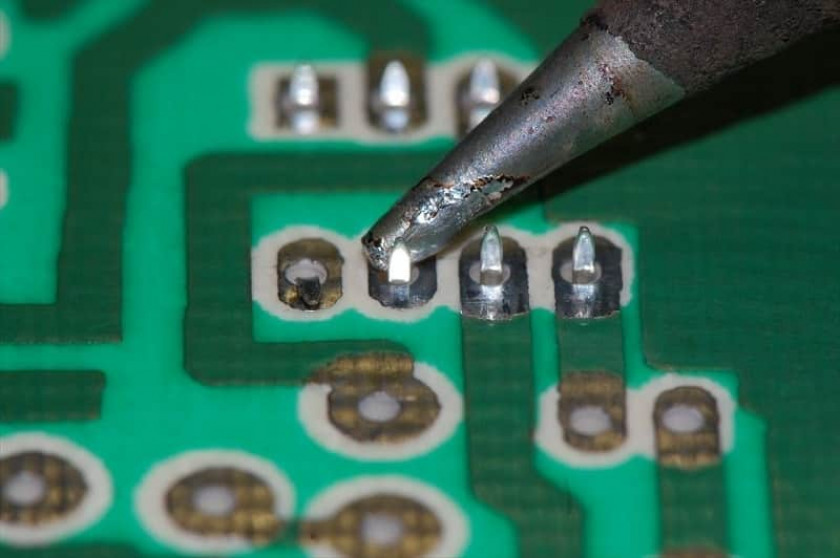
Рисунок 7. Пайка выводов радиодеталей на печатной плате
Губки пинцета для лучшей фиксации целесообразно заточить или использовать специальный инструмент по типу показанного на рисунке 8.
Избыток выводов удаляют бокорезами.
Рис. 8. Вариант исполнения паечного пинцета
На повторно используемых платах установочные отверстия очищают от остатков припоя деревянной зубочисткой.

При работе целесообразно соблюдать следующие правила:
Пайка пластиковых труб, аппараты, инструменты для соединения
При разветвлении или проводки систем отопления, канализации, водопровода — нужно использовать специальные технологии и инструменты. Паять пластиковые трубы может специалист, но технологию легко освоить и осуществить своими руками.
Инструменты для пайки
Соединить отдельные части водопровода, поможет использование технологии температурного воздействия. Сварка или пайка пластиковых труб позволяет обеспечить прочное и герметичное соединение. Работы проводят при помощи специальных инструментов: сварочного инвертора для пластиковых труб или пистолета. Сварочный инвертор является профессиональным аппаратом, а его цена на порядок выше стандартного бытового пистолета который представляет собой паяльник, который может точечно воздействовать на отдельные части пластиковых или металлопластиковых коммуникаций.
Аппараты для сварки можно классифицировать по мощности, популярностью пользуются универсальные модели на мощностью около 1500 Вт, кроме того в комплекте идут насадки для работы с различными типами труб. Кроме этого понадобятся дополнительные инструменты: ножницы для резки водопроводных деталей, роликовый труборез. При работе с металлопластиковыми или армированными трубами необходим инструмент для зачистки — шлифовщик, который выравнивает кромку среза.
В домашних условиях часто используется холодная пайка. Эта технология подразумевает применение агрессивного клеящего состава, который обеспечивает диффузию молекул пластика без использования нагревающих элементов. Достоинством является простота, сварка легко производится даже без опыта подобных работ, но спайка считается недолговечной, т.е. временный вариант.
Купить инструмент для пайки пластиковых труб можно в любом сантехническом магазине.
Инструкция по пайке труб
Самостоятельная сварка пластиковых труб производится с использованием проекта канализации, а для каждого материала пайка производится при определенной температуре.
Пошаговая инструкция, как произвести пайку пластиковых труб систем отопления:
- Перед началом сварки нужно очистить отрезки труб от пыли и грязи.
- На сварочный прибор нужно установить специальные насадки, определяется время нагрева, для пайки обычных пластиковых и армированных труб температура находится на отметке 260 градусов.
- Подготавливаются сантехнические инструменты.
- Необходимо отмерить размер фитинга на трубе и учесть зазор в 1 мм, после нагрева пластик немного расшириться.
- На нагретую насадку нужно насадить фитинг, после в другое отверстие соединяющей детали нужно вставить трубу.
- Аккуратно снять нагретые детали и соединить их.
- Подождать пока остынут соединения.
Какие агрегаты и материалы потребуются?
Для пайки труб пвх необходимо иметь:
Устройство для нагрева деталей. Как правило, его называют «утюгом» или «паяльником». Обязательно стоит располагать набором насадок, они обязательно потребуются.
Прибор для разрезания труб, «резак»
Перед началом монтажа крайне важно удостовериться в том, что нож идеально наточен. Если фактическое положение дел отличается от описанного — то резак необходимо наточить или заменить, иначе в процессе сборки будет совершено немало ошибок.
Ветошь (не волокнистая) и спирт или любое другое обезжиривающее вещество
Детали и насадки на момент начала нагрева должны быть идеально чистыми. Интересно знать, что все перечисленные способы актуальны и для монтажа труб которые проводят газ.
Измерительные и разметочные приборы. В качестве первого отлично подойдет самая простая рулетка любого удобного размера, в качестве второго — карандаш или маркер.
В тех случаях, когда речь идёт о соединении компонентов, диаметр которых превышает 50 мм, необходимо обзавестись центровочным прибором.
Острый нож для удаления фасок. Оптимальным решением станет приобретение фаскоснимателя.
Как нужно выбирать трубы
Диаметр магистрали
При выборе труб из полипропилена надо исходить из особенностей помещения и функционального назначении системы трубопровода. Для водопроводной магистрали с горячей и холодной водой требуются трубы небольшого диаметра. Для канализации и отопления нужно приобрести трубы большого диаметра. Вместе с этим необходимо замерить площадь, на которой будет производиться монтаж, а также учесть протяженность всего трубопровода. Также сварка полипропиленовых труб своими руками потребует наличия специальных знаний и навыков.
При выборе вида полипропиленовых труб для той или иной трубопроводной магистрали, нужно учитывать, учесть степень сложности их установки, а также как варить полипропиленовые трубы в каждом конкретном случае. Нужно точно определить, сможете ли вы самостоятельно справиться с предстоящим фронтом работ самостоятельно, или все же придется обратиться к профессионалам.
Виды труб из полипропилена
Функциональное назначение
Нужно учесть, что для отопления, горячего водоснабжения и для водопроводов, которые рассчитаны на холодную воду, существуют разные виды полипропиленовых труб, отличающиеся по своим техническим показателям. Поэтому сварка ПП труб или труб другого типа также будет зависеть от функционального назначения всей системы трубопровода.
Схема подсоединения пропиленовых труб к радиатору системы отопления
Не следует брать трубы для холодного водоснабжения для систем отопления. Они не подходят для высоких температур и быстро выйдут из строя. Трубы для теплых полов, для отопления и для подачи горячей воды требуют особых технических характеристик. В этом случае технология сварки полипропиленовых труб будет также иметь свои особенности.
Чтобы правильно выбрать полипропиленовые трубы, прежде всего, нужно верно подобрать диаметр. Он не должен быть слишком маленьким, так как это повлияет на напор воды. Труба большого диаметра обойдется дороже.
Монтаж полипропиленовых труб собственноручно нельзя осуществить без наличия специализированных муфт, переходников, уголков, имеющих различный размер и конфигурацию, а также специального оборудования для сварки. В нем будет установлена требуемая температура сварки полипропиленовых труб, которая обеспечит герметичность соединения. При выборе крепежных элементов труб из полипропилена нужно ориентироваться на их диаметр и общий вес. Крепеж должен прочно фиксировать сегмент трубопровода и выдерживать его вес в рабочем состоянии.
Водопровод из полипропиленовых труб с крепежами
Что влияет на надежность склеивания
На надежность шва влияет целый ряд условий. Все они важны, и несоблюдение какого- либо одного может привести к тому, что приклеенное в домашних условиях отвалится, несмотря на соблюдение всех остальных. Итак:
Соответствие материала изделия и клеящего состава.
Соответствие типа клеящего состава величине усилий, которые будет испытывать соединение
Не менее важно и направление действия этих усилий. Так, составы, дающие жесткие швы, не подходят для ремонта, например обуви — ведь подошва в ходе эксплуатации будет изгибаться и скручиваться, несмотря на то, что усилие на разрыв будет небольшим
В то же время этим составом можно успешно приклеить, скажем, крючок к стеклу, и вешать на него десятки килограммов.
Соблюдение технологии применения. Здесь важно все — и сколько секунд или минут надо сжимать поверхности, и чем их обезжиривать, и сколько держать детали прижатыми друг к другу. Все это зависит от свойств конкретной пары «пластмасса-клей», подробно описано в инструкции и должно быть дословно выполнено. Отклонение на секунду во времени выдержки или преждевременное начало использования изделия могут привести к вторичной поломке.
Механическая часть процесса. Важно тщательно очистить поверхность от пыли и придать ей шероховатость. Кроме того, направление прижима деталей друг к другу должно быть перпендикулярно склеиваемым поверхностям. Нельзя допускать взаимного смещения деталей после прижатия — это тоже приведет к неудаче.
Склеить пластик намертво — не так-то просто. Тщательно следование домашним мастером несложным правилам позволит получать прочные и долговечные соединения. Главное – не забывать про технику безопасности: не вдыхать пары клеящего состава и не допускать его попадания в пищу, на кожу или слизистые оболочки. При случайном проглатывании следует немедленно обратиться к врачу, обязательно прихватив с собой тюбик.